Imprimimos muitos objetos com os nossos filamentos, tivemos longas conversas com interessados no assunto e resolvemos inķmeros problemas
de clientes nas impressűes deles. GostarŪamos de compartilhar nossa experiÍncia:
O retract ť determinado por basicamente trÍs par‚metros que s„o ajustados no software fatiador:
-
velocidade (speed), geralmente em mm/sec: isso define a velocidade com que o filamento serŠ puxado para cima
e em seguida recolocado. Inicialmente, quanto maior o valor, melhor. Inicia-se com 20 mm/sec.
Um erro muito cometido ť ajustar uma velocidade alta demais. Valores acima de 50 mm/sec s„o suspeitos, porque aqui a
extrusora simplesmente n„o consegue mais transmitir o torque necessŠrio ao filamento e o retract comeÁa a falhar -
o parafuso-trator provavelmente vai "comer" filamento.
O melhor ť sentir o retract pegando o filamento entre dois dedos, pouco acima da entrada do hot-end.
Caso o retract esteja sendo executado corretamente, aumenta-se a velocidade na průxima impress„o e repete-se o mťtodo.
-
dist‚ncia, geralmente em mm: determina quantos milŪmetros o filamento serŠ puxado em cada retract. Inicialmente,
quanto menor o valor, melhor porque mais dist‚ncia custa tempo e diminui a precis„o da extrus„o.
Cada
retract puxa a ponta quente do filamento para dentro do
hot-end levando calor junto, o que aumenta o trecho
dentro do canal do
hot-end em que o filamento fica mole.
JŠ discutimos acima que
isso pode levar a um entupimento do canal do
hot-end. Eis um outro argumento para ajustar a dist‚ncia do
retract
para um valor menor possŪvel.
Em extrusoras direct-drive uma dist‚ncia de 2 ou 3 mm deve ser suficiente. Em extrusoras do tipo bowden, devido a
folgas do filamento dentro do tubo, usa-se geralmente um retract um pouco maior.
-
movimento mŪnimo (minimum travel), geralmente em mm: isso define que apenas movimentos longos (acima do valor
indicado) sem impress„o s„o emoldurados por um retract. Inicialmente, quanto maior o valor, melhor.
Um valor muito pequeno ou atť 0, alťm de prolongar o tempo gasto na impress„o, provoca mais retracts e pode levar, em certas
circunst‚ncias, ao entupimento do canal do hot-end - veja a discuss„o sobre a dist‚ncia acima.
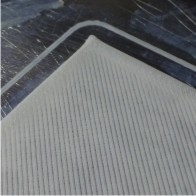
Nas 3 fotos reconhece-se ...
 |
 |
 |
| ... uma impress„o com um fluxo pequeno demais que
deixa na superfŪcie da impress„o lacunas entre os adjacente passagens do bico extrusor
|
...uma impress„o com um fluxo correto: a superfŪcie fica lisa e sem frestas
|
... uma impress„o com um fluxo grande demais que faz o plŠstico extrudado ser pressionado
para os lados do bico extrusor e deixa a superfŪcie impressa rugosa
|
No software fatiador
Slic3r,
por exemplo, ajusta-se o fluxo no menu
Filament Settings/Filament atravťs dos par‚metros
Diameter (valor nominal
do di‚metro do filamento usado) e
Extrusion multiplier : o valor nominal do
Extrusion multiplier ť 1.0,
um valor baixo demais do
Extrusion multiplier dŠ um resultado da foto ŗ esquerda e um valor alto demais dŠ o resultado ŗ direita.
No software fatiador
Cura,
por exemplo, ajusta-se o fluxo na aba
Basic atravťs dos par‚metros
Diameter (valor nominal
do di‚metro do filamento usado) e
Flow: o valor nominal do
Flow ť 100 (%), um valor baixo demais do
Flow
dŠ o resultado da foto ŗ esquerda e um valor alto demais dŠ o resultado ŗ direita.
Quando o seu filamento varia de di‚metro ao longo da impress„o, a peÁa tem pior acabamento. … um sinal do n„o uso de filamentos da
3D.on, pois esses possuem uma variaÁ„o de di‚metro mŪnima:
Um critťrio importante na escolha do filamento ť a const‚ncia do di‚metro dele!